Solusi Kustomisasi Global








Produk


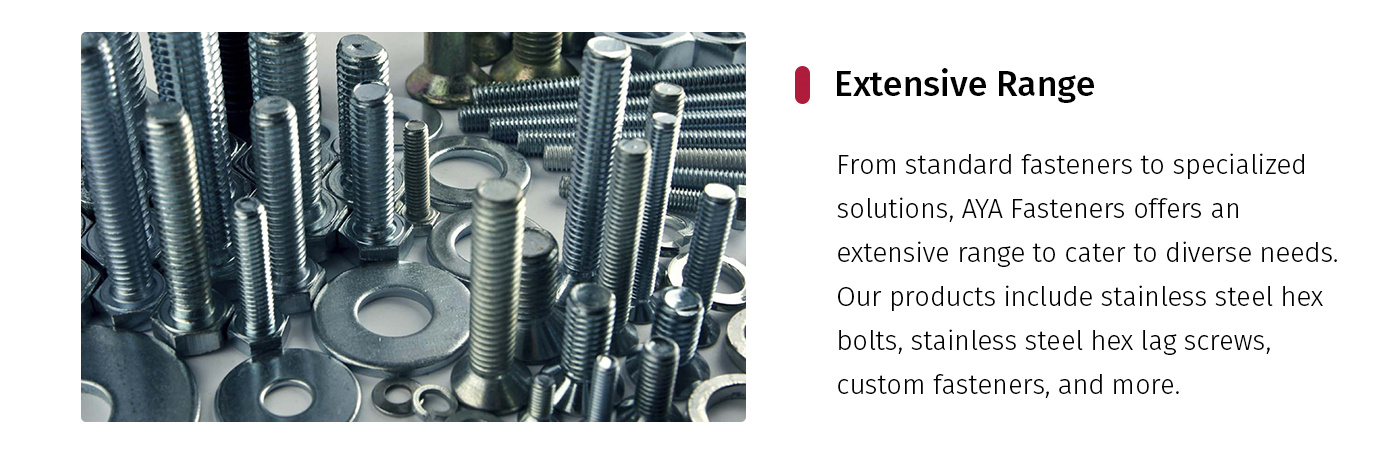
Screws partikel stainless stainless
Panjelasan Produk
| Ngaran Produk | Screws partikel stainless stainless |
| Material | Dijieun ti 304 sétan welaja, scracks ieu ngagaduhan résistansi kimia anu saé sareng tiasa magnétna keras. Éta ogé katelah baja steainless. |
| Ngetik sirah | Sirah counterstuun |
| Jinis drive | Cross cross |
| Panjang | Diukur tina sirah |
| Lamaran | Screws chippard cocog pikeun tugas konstruksi, sapertos Masang panél, sela tembok, sareng perbaikan anu sanés diperyogikeun, aranjeunna gancang, aranjeunna henteu pemanasan (serat serat sedeng) perabotan. |
| Standar | Screws anu nyumponan asme atanapi din 7505 (a) kalayan standar pikeun diménsi. |
Panjelasan Produk

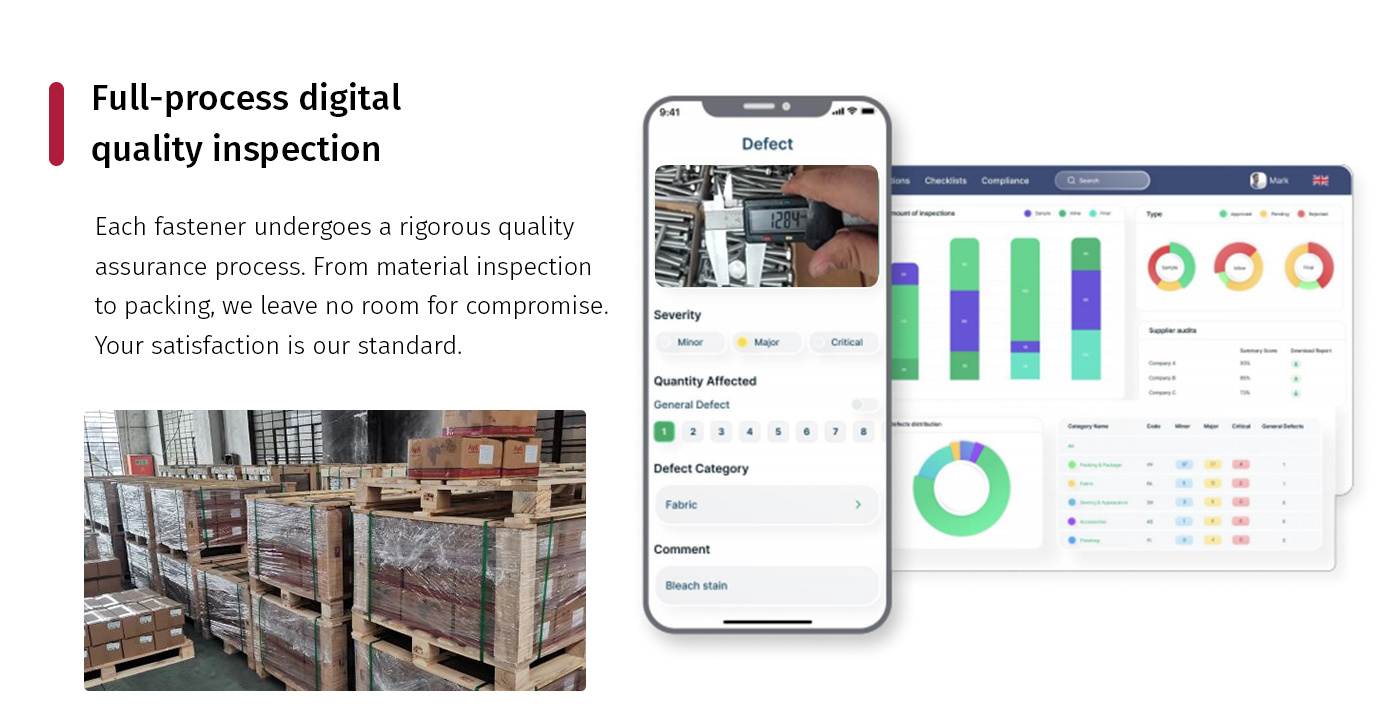
Kami gaduhInstrektor QC ProfesionalDitunjuk pikeun ngawas komputasi manufording produsén artos pikeun mastikeun transparan sareng produksional sareng standarisasi sareng standar produk sareng aki dina produk akhir.
Tina ngayakeun bahan atah pikeun produksi sareng produk akhir, prosedur kontrol kualitas kasenian aya di unggal panggung pikeun mastikeun skru patepang atanapi ngaleuwihan standar industri.
Jaminan kualitas sareng tésaya bagian penting tina produksi penghimpinan. Dina OYA, ekspektasi anu paling lengkep dilaksanakeun pikeun ngan ukur kaseueuran sareng cara analisa kuantitatif. Sah anu terakhir, ngalaporkeun hasil anu lengkep, bakal ngabuktikeun kualitasna.
Instrekor QC ogé dialaman dina pangaruh priositas ogé téknik manufaktuna. Alat khusus diterapkeun ngalaksanakeun ngalaksanakeun sababaraha tés pikeun mastikeun yén produk paleri tiasa nyumponan sarat pasar sareng konsumén.
Sistem digital kami-QwhaNgajaga unggal angkatan anu dilacak tina bahan baku pikeun réngsé produk. Sertipikat pamariksaan kualitas lengkep tiasa ditawarkeun nalika pamundut.
Valition prosés internal ngalaksanakeun teratur pikeun mastikeun efektivitas prosés produkfaktur.
Pamariksaan Produk Akhirmangrupikeun titik konci. AYA ngagaduhan sistem cék sampling lengkep pikeun tugas penting ieu sareng unggal jéntré sacara pinuh.
Sadaya prosedur produksi bakal diawaskeun ku ku Inspektor QC pikeun mastikeun yén produk final tiasa nyumponan harepan nasabah.
Penyebaran Aya Dekurangan prosés pabrik sareng prosedur pamariksaan kualitas dumasar kana tanggapan palanggan sareng pendaréh paménta pasar, ningkatkeun réliabilitas produk.
Tips damel sareng skru chipboard
Liang pilot:Nalika skru chipboard ngagaduhan titik-mangkar diri, éta mangrupikeun prakték anu hadé pikeun nyiptakeun liang pilot di hardwoods atanapi nalika damel di tepi chipboard. Ieu nyegah seratan sareng mastikeun pamasangan tepat.
Setsét torsi:Nalika nganggo kakuatan bor atanapi mesin beurat, saluyukeun setting torsi pikeun nyegah langkung seueur-langkung seueur-langkung seueur
Lakap:Mastikeun pakét anu ditangtoskeun antara screws pikeun nyebarkeun beban anu merata sareng nyegah bahan tina lapis atanapi bending.

| Kanggo diaméter benang nominal | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | ||
| d | max | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | 6 | |
| a | 2.25 | 2.75 | 3.2 | 3.7 | 4.2 | 4.7 | 5.7 | ||
| P | Pitch (± 10%) | 1.1 | 1.35 | 1,6 | 1,8 | 2 | 2,2 | 2,6 | |
| a | max | 2.1 | 2.35 | 2,6 | 2.8 | 3 | 3.2 | 3.6 | |
| dk | maksimal = ukuran nominal | 5 | 6 | 7 | 8 | 9 | 10 | 12 | |
| a | 4.7 | 5.7 | 6,64 | 7.64 | 8.64 | 9,64 | 11.57 | ||
| k | 1.4 | 1,8 | 2 | 2.35 | 2.55 | 2.85 | 3.35 | ||
| dp | maksimal = ukuran nominal | 1,5 | 1,9 | 2.15 | 2,5 | 2.7 | 3 | 3.7 | |
| a | 1.1 | 1,5 | 1.67 | 2.02 | 2.22 | 2.52 | 3.22 | ||
| Stop kontak | 1 | 1 | 2 | 2 | 2 | 2 | 3 | ||
| M | 2.51 | 3 | 4 | 4.4 | 4.8 | 5.3 | 6,6 | ||